
Blow Molding Machine Control Systems

Scalable, Open Machine Control System for Blow Molding
The MACO Compact machine control system is a scalable system, designed to meet even the most demanding blow molding applications. The open design allows you to integrate the control of virtually any process variable.
The MACO Compact offers the advantage of a totally integrated package that includes state of the art closed loop parison process control, clamp control, linear positioning control of machine or auxiliary functions, pressure/flow control, auto tuned heat/cool temperature control, sequential machine control, and built in timing and counting. All control is integrated into a single 4, 6, or 8 slot chassis with expansion into multi-chassis capability available. Other optional features include Statistical Process Control (SPC),math functions, and several communications options.
The MACO Compact operator interface is a sleek new flexible design that provides a full range of cost effective HMI’s for the Compact control system. It is available with a 12.1 inch TFT display, and an 800 x 600 viewing resolution, as well as an optional touch-screen interface. In addition, there are several keyboard options, ranging from a touch-screen only version to full numeric keypad with 27 machine function keys, and different combinations of E-Stop blanks and machine function keys. The display supports process trending, process line graphs, bar graphs, custom machine graphics, text displays, alarm messages, and SPC control charts.
The display is provided with a Strong ARM 200MHz processor equipped with up to 64M of Nand flash memory and runs on a Microsoft® CE.net operating system. It is equipped with a real time clock and battery backup. Ethernet communications is standard. There are two USB ports, one of which is on the front side of the
display. A compact flash device is included for recipe and file storage.
Screens are programmed by means of an enhanced OPtiGrafix screen editor. The OPtiGrafix screen editor can be used to create multilanguage (including Asian character) screens. Line graphs can be created, displayed and stored to the compact flash. Create custom bitmap buttons for your application, or choose from a large variety supplied with the controller CD.
A version of the MACO Compact is also available utilizing an Optima PC with Wonderware Intouch
- Total blow molding machine control
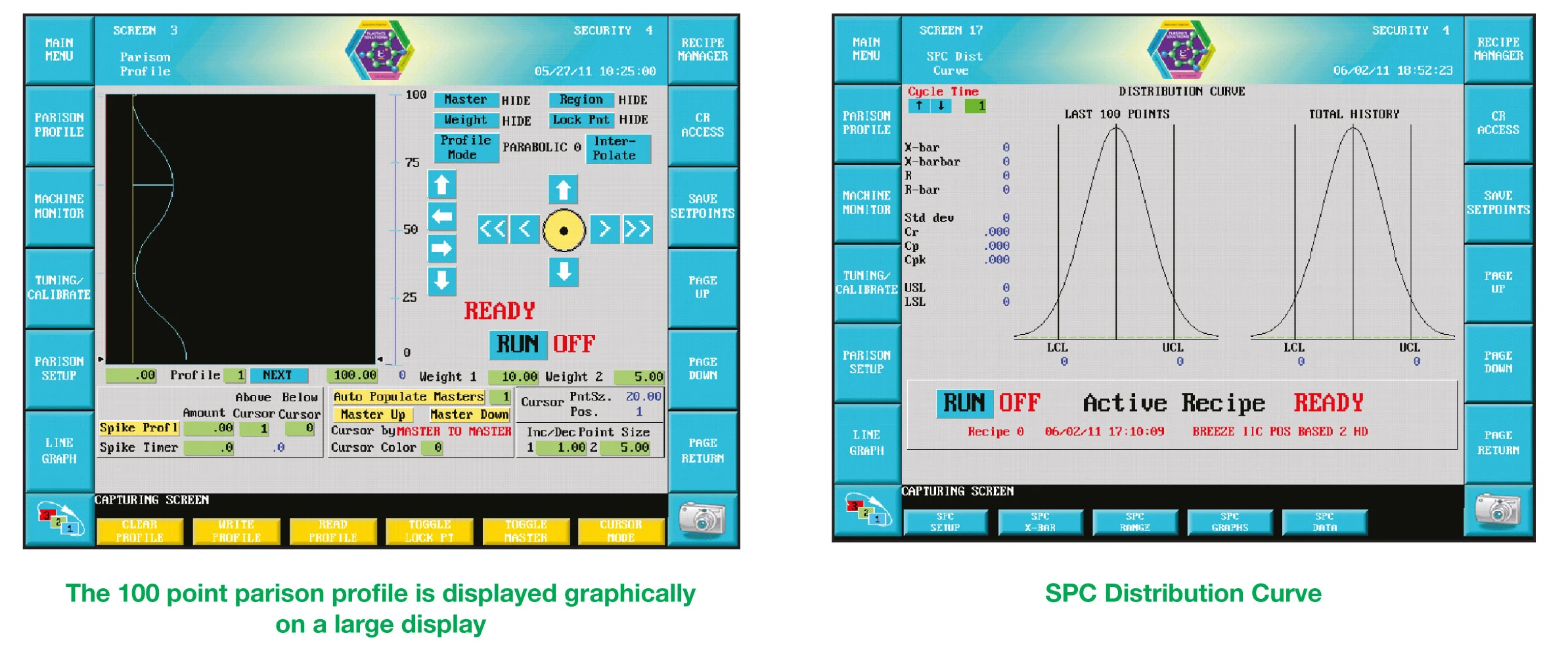
- 100 point parison profile
- Graphically enter and display the parison profile
- Actual tooling performance versus entered profile displayed
- Separate weight & die gap settings
- Very high speed loop closure - less than 1ms
- Multiple security levels
- Large color touch screen
- Store parison setups to Internal memory or USB sticks
- Screen captures
- Logic executive <2.0 ms
- SPC
- Cycle to cycle data logging
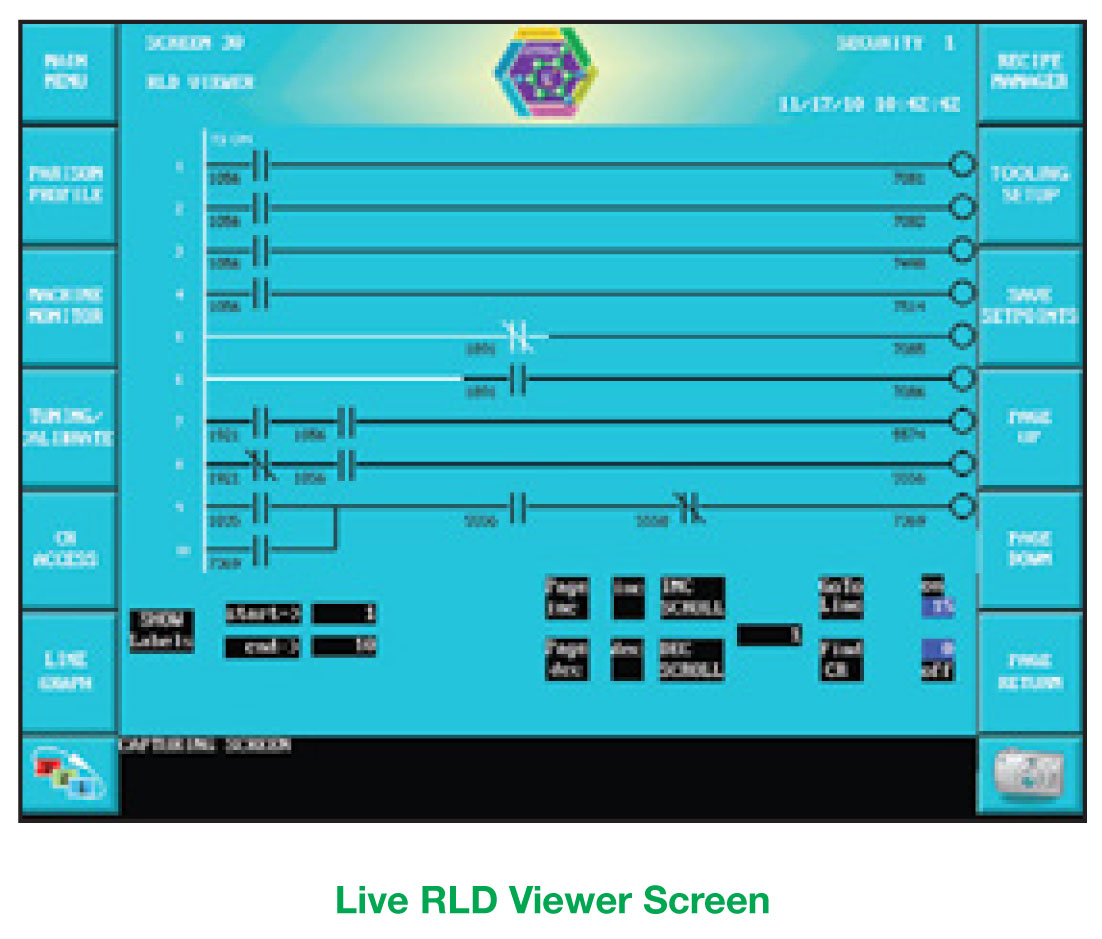
- RLD viewer
Parison Control
The parison card provides closed loop control of the die/mandrel positions of up to eight independent heads per chassis. The parison feature can be used for both time based and position based profiling on continuous, accumulator, or injection types of blow molding machinery. One or two parison cards, each capable of up to four channels of parison control (or alternately, accumulator or injection unit control) perform most parison functions. To achieve fast response and precise tooling position, the output of the parison module is adjusted every millisecond to match actual tooling position against the desired parison profile to minimize material usage and improve part quality.
Four independent profiles – each with as many as 100 points – are available on each parison control card. Several heads can use the same profile, or each head can have its own profile.
The operator station will display the entire profile on one screen. Enter any number of master set points (2 or more), and select any one of five modes of interpolation (flat, linear, three types of parabolic) to automatically interpolate the remainder of the 100 parison segments.
Between each of the 100 segments, the controller will interpolate every 2.0 milliseconds, which means a 2 second parison drop will have 1,000 target values.
Parison “marking” is featured to help with part run in. Each parison profile has its own independent weight, and with the optional math feature, weight can be increased or decreased based on process conditions for closed loop weight control. Velocity push out control is available for coordinated control of accumulator and die head.
Synchronous Shoot and Fill ensures that the independent accumulators on a two sided machine start and stop filling and shooting at the same time, even when the machine is setup to run two totally different parts with different shot sizes. It also adjusts for real world variations common in the filling and shooting of plastic in the accumulators. This proprietary routine automatically monitors and adjusts the filling and shooting rate every 4 milliseconds during the entire filling and shooting process, which results in less setup time, better part quality and reduced cycle times.
Line graphs can be used to display the parison profile and the actual parison process value on the screen where the profile is entered.
Each profile can be saved to internal memory, or stored on a removable USB stick or compact flash. Profiles can also be saved as recipes with the balance of a part set up.
Auto-Tune Temperature Control
MACO Compact controllers provide up to 48 zones per chassis of heat or heat/cool auto-tune temperature control. Standard temperature control features are:
- Type J or K thermocouples
- Auto-Tuning or user selectable manual tuning
- Standby (warm-up) and run set points
- Process high, low, and deviation alarms
- Thermocouple break (TCB) with Auto-Comp™ and heater burnout (HBO) alarms
- Temperature status, alarms, and control enable are accessible through machine logic
Sequential Machine Control
Relay ladder logic is generated using the off line relay ladder diagram (RLD) software and then downloaded to the controller. The controller’s multi-bus, multi-processor architecture allows process specific events to be monitored and used in logic to perform time-critical machine operations. Process events can also be initiated in RLD. Features of the sequential machine control include:
- Logic generation and editing using PC-based RLD software
- Typical program execution time less than 2.0 milliseconds
- Access to SPC alarms and screen capture functions
- Built-in timing, counting, and real time clock functions
Hydraulics and Positioning Control
Additional features for open loop and closed loop hydraulics and positioning control are also provided. As many as four analog outputs per card can be used to drive machine proportional or servo valves for additional machine functions. Inputs to the hydraulic/positioning control can include position sensors, pressure transducers, or a tachometer.
Statistical Process Control (SPC)
Statistical Process Control provides for the simultaneous calculation of ten different user selectable parameters. Any process value from the system can be selected as an SPC parameter. Each of the ten parameters allows selection of sample size, time or event based triggering, time between readings, time between sample groups, and upper and lower control specification limits. X-Bar, R, and histogram charts may be displayed for each of the values. Calculated X-Bar, R, Cr, and CpK values are also available. The last 100 calculated values for each of the 10 parameters remain in memory and are available for the operator to view and print on demand or automatically after 100 points have been collected. SPC alarms based on industry accepted standards are available to the sequential machine control to make machine decisions based on part quality.
Security
The MACO Compact offers a number of different tools to limit access to the controller. The programmer can use these tools to tailor each application to specific customer needs. These tools include:
- Definable codes for different levels of access
- Entire screen level access
- Individual set point level access
- Security code dependent control relays
- Control relays to indicate the active screen
Data Collection and Storage
Parison profiles, recipes, SPC data, screen captures, alarm logging, and data logging can be stored and loaded from USB sticks or compact flash cards. Data files are Microsoft Office compatible.
Timing and Counting
User definable timers and counters are available as required by your application. Each base system provides 128 timers in combinations of on or off-delay, 32 counters, 16 event timers, 8 hour meters, and a real time clock (RTC) function. The RTC has set point scheduled control relays for initiating internal or external control functions.
RLD Viewer
The RLD Viewer is a web server application that runs on a personal computer. The personal computer and the MACO Compact are connected via Ethernet, which allows the RLD logic and other items to be a web browser on the PC. Logic, labels, and addresses can be searched and sorted. Once a specific control relay or RLD section has been id portion of the logic can be viewed dynamically, with CRs and coils ‘energizing’ graphically as the logic runs on the machine.
MACO Customer First Program with eWon.
This standard feature allows the ability to have remote access to monitor and troubleshoot processing machinery from a distant location.
- Reduce service onsite time and travel costs
- Monitor with alarming and data logging
- Secure remote access to tweak the parameters
- Minimize technician on site visits
- Near real time equipment status updates
Benefits of the MACO Customer First Program
- Increase machine availability
- Problems can be resolved much quicker
- Technical support can be more efficient
- Remote training can be provided
- Helps extend our limited technical resources
Saves money
- These remote service calls are included in the contract price
- A typical paid onsite service call is $3500 to $5000 for EACH visit
- Requested changes to the program to add or change features are much less expensive
Higher customer satisfaction
- Fewer unanswered questions
- More efficient training
- Much faster response regardless of whose issue it may be
“This is a valuable tool that saves time and money by not having to send a technician on site to make the changes locally.”